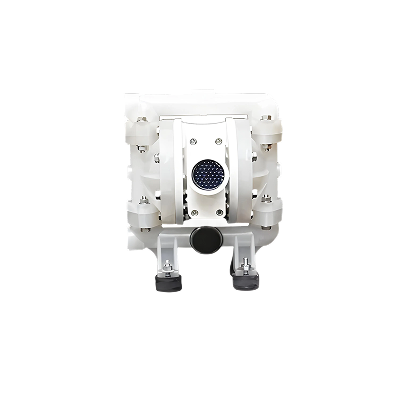


At NEW ERA, we understand the demanding needs of the chemical industry. That’s why we offer a comprehensive range of chemical processing pumps designed to excel in transferring a wide variety of fluids with unmatched safety and reliability.

Superior Chemical Resistance : Engineered with chemically compatible materials to safely handle corrosive, aggressive, and hazardous chemicals without degradation.
Safety-Driven Design & Compliance : Designed to meet stringent industry safety standards, ensuring secure operation in high-risk chemical processing environments.
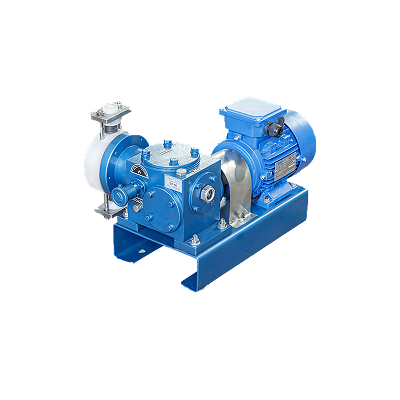
Multi-Chemical Versatility : Capable of transferring a wide range of acids, solvents, slurries, and reactive fluids using a single pump platform.
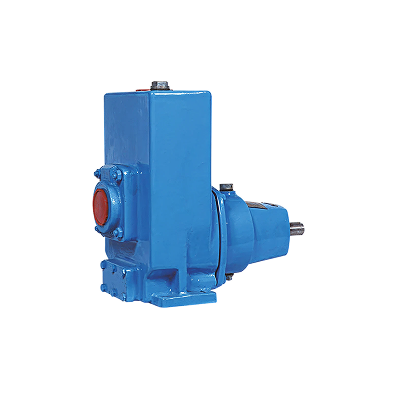
Precision Flow & Process Control : Accurate pumping supports controlled dosing, mixing, and transfer, improving consistency and reducing chemical wastage.
Reliable Continuous Operation : High-quality construction minimizes downtime and maintenance, supporting uninterrupted chemical production cycles.
Built for chemical certainty. Partner with NEW ERA.
Some of the common pumping applications include acid and alkaline based fluids like hydrochloric, alcohols, solvents, chrome, dosing chemicals for neutralization of sulfuric acid, esters, ether, chemical effluents, packaging, polymers transfer, phosphoric acid & plating chemicals like zinc etc.













To get regular updates about
latest offers and product launches!